تجهیزات آزمایشگاهی و روشهای ارزیابی کیفیت رنگ تخصصی قطعات خودرو
کیفیت رنگ تخصصی قطعات خودرو تنها به اجرای صحیح فرآیند رنگآمیزی وابسته نیست، بلکه باید با آزمونهای استاندارد تأیید شود. در این تحقیق، پس از آمادهسازی سطح و اعمال پرایمر، رنگ پایه و کلیرکوت، نمونهها تحت آزمایشهای مختلف قرار گرفتند تا چسبندگی، دوام و مقاومت آنها در شرایط واقعی صنعت خودرو ارزیابی شود.
مهمترین آزمونهای انجامشده:
| آزمون | هدف |
|---|
| SEM | بررسی مورفولوژی سطح |
| اندازهگیری زبری | ارزیابی توپوگرافی سطح |
| زاویه تماس | سنجش ترشوندگی و انرژی سطحی |
| Cross Cut | بررسی چسبندگی رنگ |
| مقاومت در برابر آب | ارزیابی دوام در محیط آبی |
| مقاومت در برابر رطوبت | بررسی عملکرد در شرایط مرطوب |
| سیکل حرارتی | سنجش مقاومت در تغییرات دما |
| ضربه سنگریزه | شبیهسازی شرایط جاده |
| مقاومت ضربه | بررسی ترکخوردگی پوشش |
بررسی مورفولوژی سطح با SEM
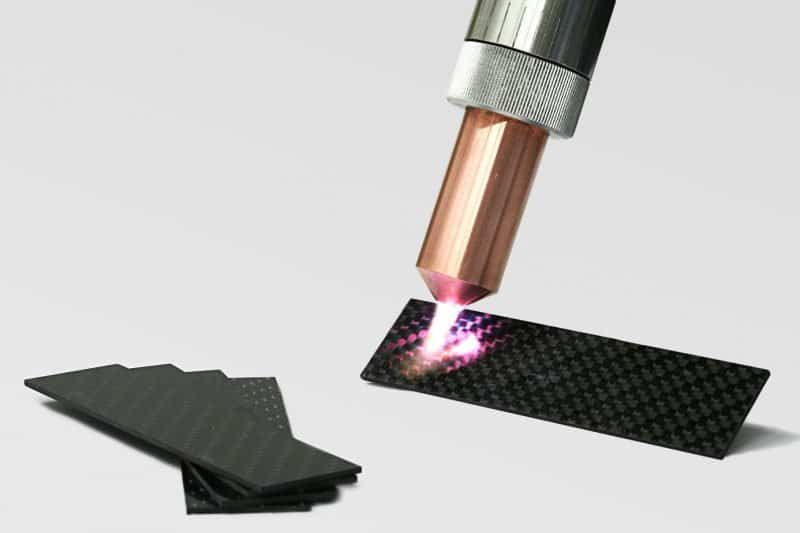
میکروسکوپ الکترونی روبشی (SEM) یکی از دقیقترین روشها برای بررسی سطح پلیمرها است. در این تحقیق از دستگاه TESCAN Vega 3 استفاده شد تا تغییرات ناشی از آمادهسازی سطح مانند پلاسما یا شعله بررسی شود.
کاربرد SEM:
اهمیت: آسیبهای میکروسکوپی میتوانند در آینده باعث جدا شدن رنگ شوند، حتی اگر سطح ظاهراً سالم باشد.
اندازهگیری زبری سطح
زبری سطح نقش مهمی در عملکرد رنگ تخصصی قطعات خودرو دارد. برای این منظور از دستگاه Alicona Infinite Focus G5 استفاده شد.
اهمیت اندازهگیری زبری
نکته: زبری بیش از حد همیشه باعث افزایش چسبندگی نمیشود و باید در محدوده بهینه کنترل شود.
اندازهگیری زاویه تماس (Contact Angle)
زاویه تماس یکی از مهمترین شاخصهای رنگپذیری پلیمرها است. هرچه زاویه تماس کمتر باشد، ترشوندگی و پخش شدن رنگ روی سطح بهتر خواهد بود.
| زاویه تماس | وضعیت |
|---|
| زیاد | ترشوندگی ضعیف |
| متوسط | قابل قبول |
| کم | ترشوندگی مطلوب |
نکته: کاهش زاویه تماس به تنهایی تضمینکننده کیفیت نهایی رنگ نیست و باید همراه با سایر آزمونها بررسی شود.
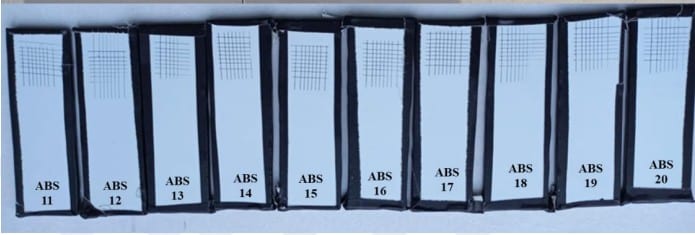
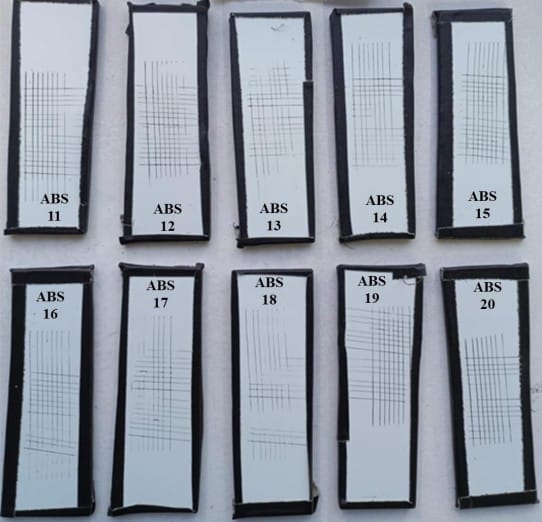
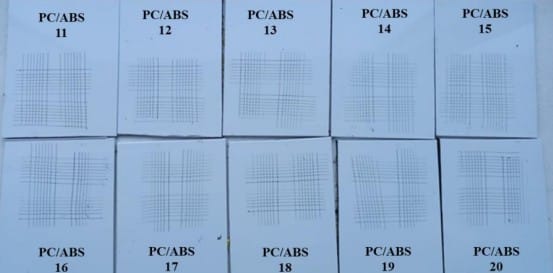
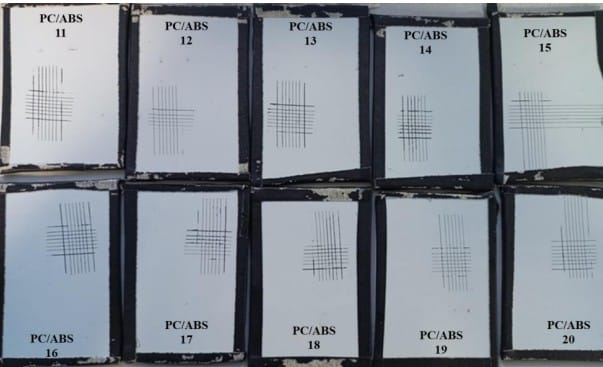
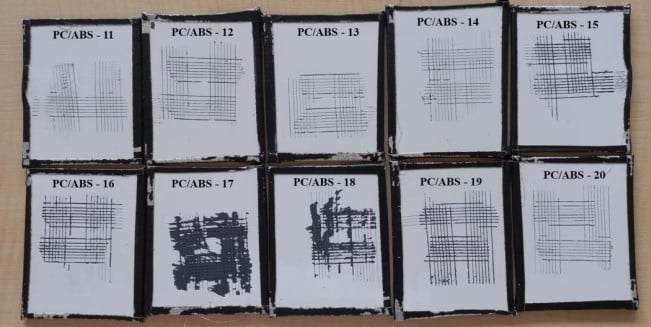
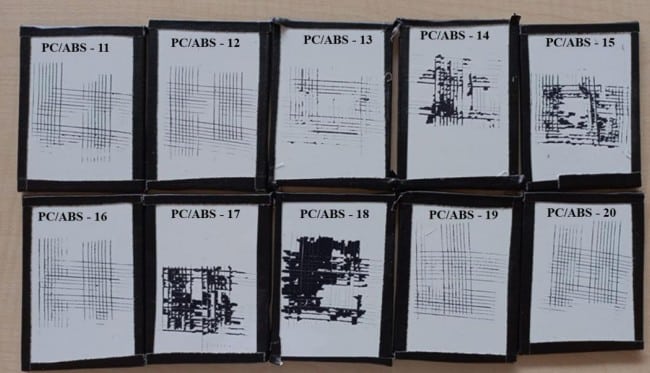
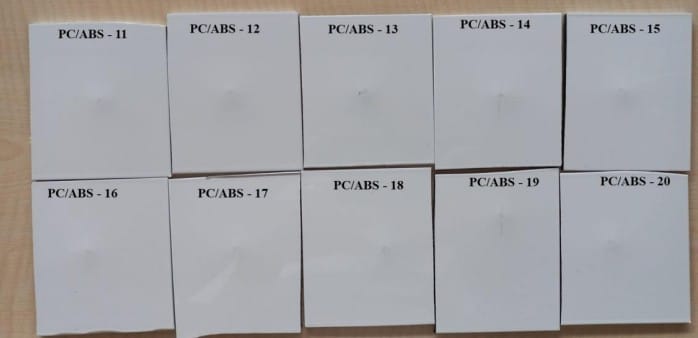
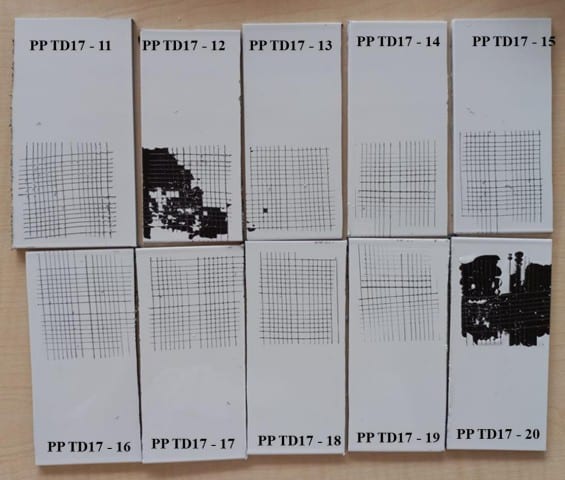
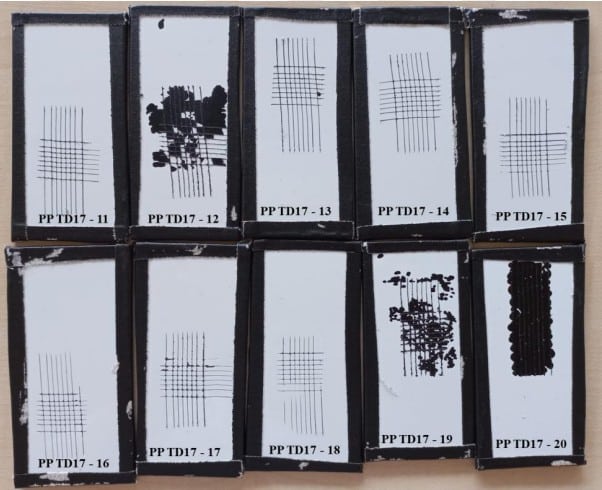
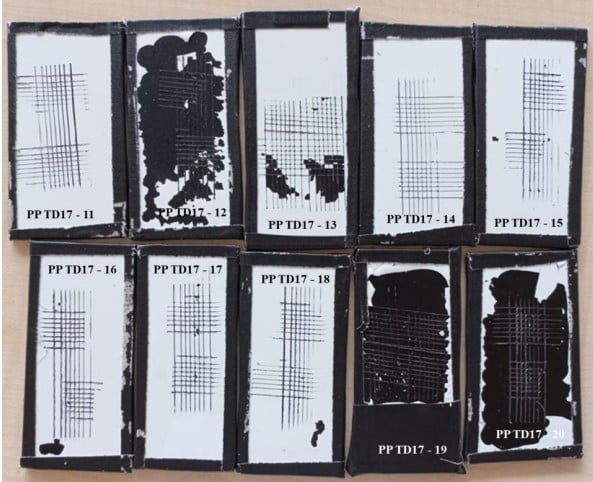
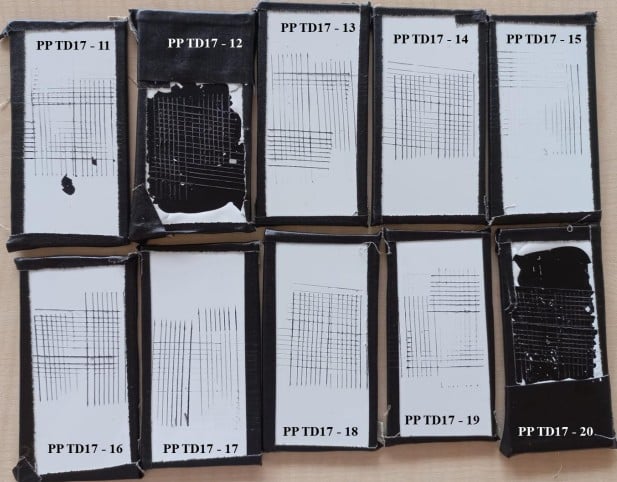
آزمون چسبندگی (Cross Cut)
آزمون Cross Cut مطابق استاندارد ISO 2409 برای ارزیابی چسبندگی رنگ انجام میشود. در این روش، شبکهای از برشها روی پوشش ایجاد شده و سپس با نوار چسب میزان جداشدگی رنگ بررسی میشود.
اهمیت آزمون
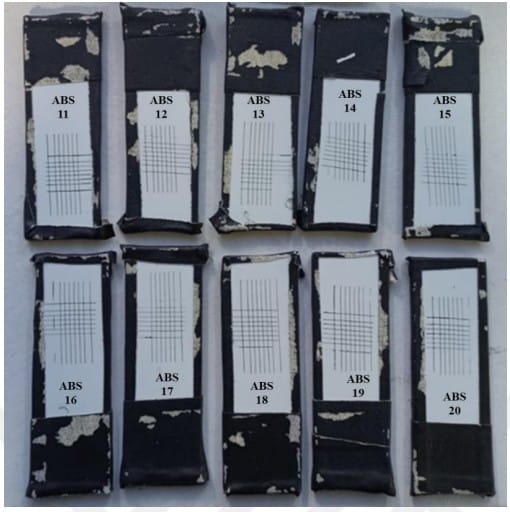
آزمون مقاومت در برابر آب
این آزمون مطابق استاندارد ASTM D870 انجام شد تا دوام پوشش در برابر تماس طولانی با آب بررسی شود.
نمونهها به صورت عمودی در مخزن آب دیونیزه با دمای 60 درجه سانتی گراد به مدت 24 ساعت قرار گرفتند.
پس از غوطهوری، مجدداً آزمون چسبندگی روی نمونهها انجام شد.
اهمیت: نفوذ آب به مرز بین رنگ و زیرلایه میتواند باعث کاهش چسبندگی و جدا شدن پوشش شود.
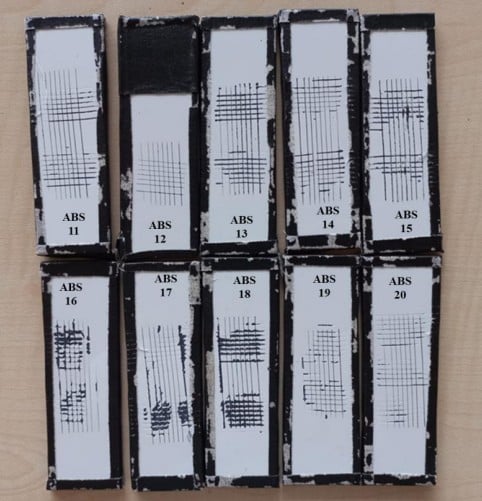
آزمون مقاومت در برابر رطوبت
نمونهها در محیطی با رطوبت 95 تا 100 درصد و دمای 38 درجه سانتیگراد به مدت 500 ساعت قرار گرفتند و سپس چسبندگی آنها ارزیابی شد.
اهمیت: این آزمون شرایط آبوهوایی مرطوب را شبیهسازی کرده و دوام بلندمدت رنگ را نشان میدهد.
آزمون سیکل حرارتی
برای بررسی مقاومت پوشش در برابر تغییرات دمایی، نمونهها طی 15 سیکل بین دماهای بالا و پایین قرار گرفتند و سپس آزمون چسبندگی انجام شد. هر سیکل شامل 16 ساعت در دمای 80 درجه سانتی گراد، 4 ساعت در دمای 23، 3 ساعت در دمای منفی 29 و 1 ساعت در دما 23 درجه سانتی گراد است و رطوبت بین 45 تا 70 درصد است.
اهمیت: تغییرات مداوم دما میتواند باعث ایجاد تنش، ترک و جداشدگی رنگ شود.
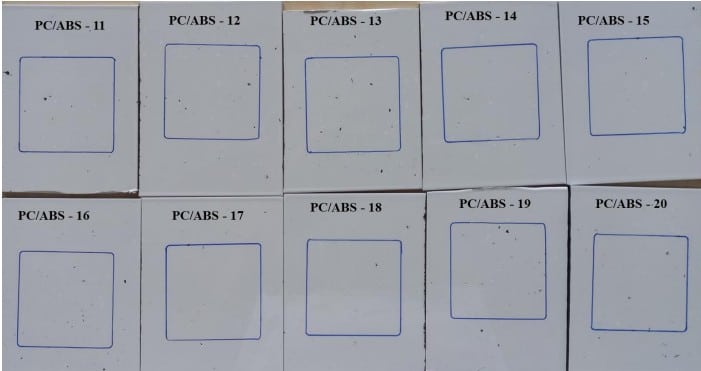
آزمون ضربه سنگریزه (Gravel Impact)
این آزمون مطابق استاندارد SAE J400 شرایط برخورد سنگریزههای جاده با قطعات خودرو را شبیهسازی میکند و میزان آسیب پوشش را ارزیابی میکند.
اهمیت: مقاومت پایین در این آزمون نشاندهنده ضعف سیستم رنگ در شرایط واقعی استفاده است.
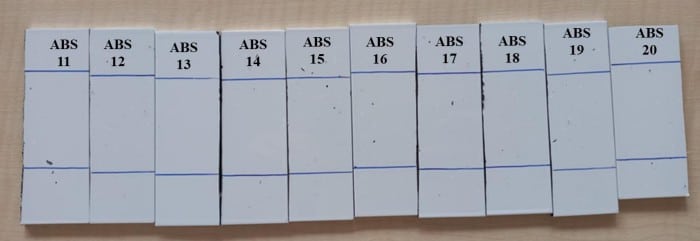
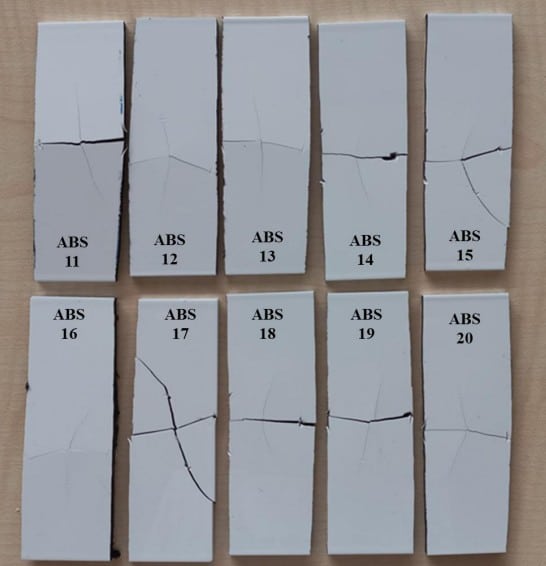
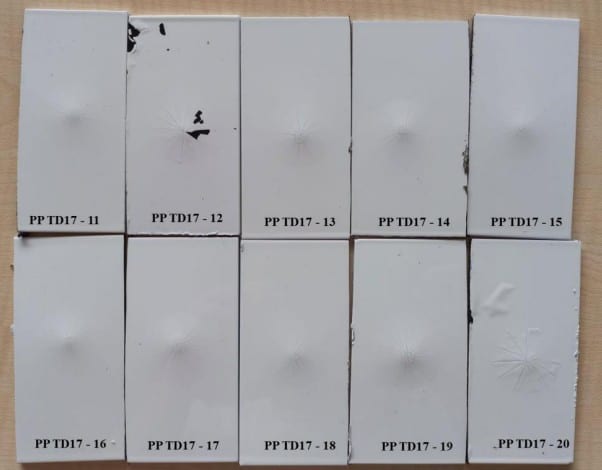
آزمون مقاومت ضربه
هدف این آزمون بررسی مقاومت ضربهای نمونهها بر اساس استاندارد ASTM D5420 است.
در این روش:
- یک وزنه از ارتفاعهای مختلف درون لوله هدایت سقوط میکند.
- وزنه به یک قطعه ضربهزن برخورد میکند که روی نمونه قرار دارد.
- نمونه به صورت تکیهگاهی نگه داشته میشود.
معیار قبولی: عدم ایجاد ترک در لایههای رنگ.
ارزیابی رنگ تخصصی قطعات خودرو تنها با یک آزمون امکانپذیر نیست. ترکیب آزمونهای چسبندگی، ترشوندگی، مقاومت در برابر آب، رطوبت، سیکل حرارتی و ضربه، تصویری دقیق از کیفیت و دوام سیستم رنگ ارائه میدهد و مبنای انتخاب بهترین فرآیند برای قطعات خودرو است.



















بدون دیدگاه