راه هوای قالب تزریق پلاستیک
طراحی و اجرای صحیح راه هوای قالب تزریق پلاستیک از نکات کلیدی در ساخت قالب و تولید قطعه پلاستیکی باکیفیت است. هنگام ورود پلاستیک مذاب به قالب، هوای داخل قالب باید سریعاً خارج شود. بخشی از هوا ممکن است از شکافهای کوچک یا قسمتهای متحرک قالب خارج شود، اما اکثر قالبها نیاز به طراحی دقیق راههای هوای قالب تزریق دارند تا خروج هوا بهسرعت و بهطور کامل انجام شود. در این مطلب به بررسی طراحی و محل قرارگیری راههای هوای قالب تزریق میپردازیم.
اهمیت تخلیه هوا در قالب تزریق
در قالبهای تزریق پلاستیک، وجود هوا در هنگام ورود پلاستیک مذاب به قالب میتواند مشکلاتی به بار آورد. این مشکلات شامل موارد زیر میشود:
افزایش فشار تزریق؛
هوای محبوس شده باعث افزایش فشار لازم برای پر کردن کامل قالب میشود و در نتیجه، ممکن است قطعات به درستی پر نشوند. با استفاده از قالبهایی با سیستم تخلیه هوای کارآمد میتوان تنظمیات دستگاه تزریق را به صورت بهینه انجام داد.
ایجاد حباب و نقص در بافت قطعه؛
هوای تحت فشار میتواند وارد پلاستیک مذاب شود و حبابهایی در آن ایجاد کند که کیفیت قطعه را کاهش میدهد. این موضوع به ویژه در قطعاتی مانند آرم خودرو که دارای پوشش آبکاری یا رنگ پوششی هست، افت کیفی را به همراه دارد.
ایجاد سوختگی و کربنی شدن در قطعه؛
هوای فشرده شده میتواند به دماهای بالا برسد و نقاطی از قطعه که هوا در آنها محبوس شده، تغییر رنگ داده و سوختگی یا نقصهایی ایجاد شود. به وجود نیامدن این ایراد در تولید قطعات خودرو مانند جلو پنجره خودرو بسیار مهم است.

مکانهای مستعد گیر افتادن هوا در قالب تزریق
پژوهشهای انجام شده در زمینه تولید و قالبسازی نشان میدهند که برخی نواحی از قالب بیشتر در معرض گیر افتادن هوا هستند، مانند:
- انتهای جریان پلاستیک مذاب در قالب
- بخشهای ضخیمتر قطعه که احتمال گیر افتادن هوا در آنها بیشتر است
- نقاطی که دو جریان پلاستیک مذاب به هم میرسند
- انتهای حفرههای کور قالب، مانند انتهای شیارها یا قسمتهای برجسته
- خطوط جداکننده قالب که ممکن است هوا به دلیل فاصله کم در آن محبوس شود
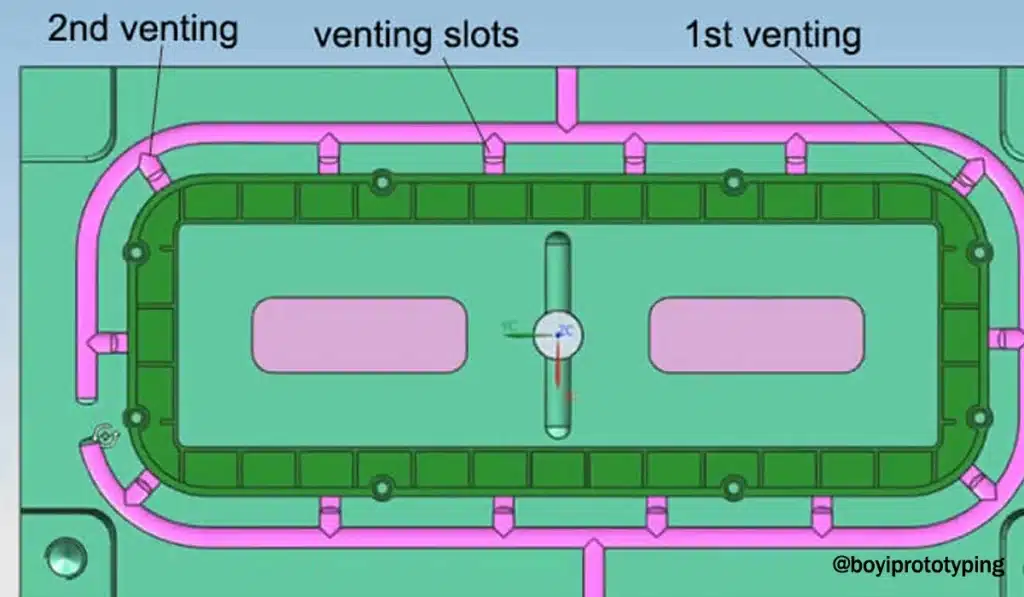
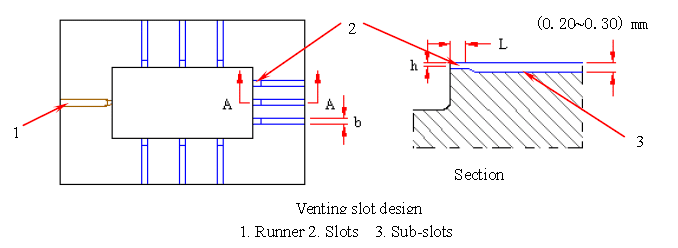
طراحی و ابعاد شیارهای راه هوای قالب تزریق
شیارهای راه هوا معمولاً در دو مرحله طراحی میشوند. هدف از مرحله اول، جلوگیری از ورود پلاستیک مذاب به داخل شیار و تخلیه هوا از قالب است و مرحله دوم تضمین میکند که هوا سریع و بهطور کامل از قالب خارج شود. برای جلوگیری از نفوذ مواد مذاب به راه هوای قالب تزریق در هنگام پر شدن قالب، عمق اولیه راه هوا باید کوچک باشد. عمق و عرض شیارها بسته به نوع پلاستیک مورد استفاده متغیر است. برای مثال، عمق شیار برای پلیاتیلن و پلیپروپیلن حدود 0.015 میلیمتر و برای پلیکربنات حدود 0.04 میلیمتر در نظر گرفته میشود.

اصول کلیدی در طراحی راه هوای قالب تزریق:
به طور معمول هوای درون قالب از نقاط مختلف سیستم راهگاهی و اطراف قطعه خارج میشود. این راهها در نواحی انتهایی قالب که آخرین نقاط پر شدن هستند، اهمیت بیشتری دارند. در صورتی که هوا دراین نواحی به درستی خارج نشود، هوای گیر افتاده میتواند از پر شدن کامل قطعه جلوگیری کند و حتی باعث ایجاد اثر سوختگی روی قطعه شود.
گزینه بعدی قرار دادن راه هوای قالب تزریق در امتداد خط جدایش قالب است. این نوع راه هوا را به بهراحتی میتوان ایجاد کرد و آن را تمیز نگه داشت. و مسیری مستقیم برای خروج هوا از قالب فراهم میکند. شیارها باید در سمت حفره قالب قرار گیرند تا مواد اضافی روی قطعه ایجاد نشود
در نهایت باید توجه کرد که بخشهای ضخیمتر و انتهای جریان مذاب، بیشتر در معرض گیر افتادن هوا هستند و بهتر است در این نواحی راه هوای قالب تزریق پلاستیک تعبیه گردد.
رفع خطوط جوش:
در تولید قطعه به روش تزریق پلاستیک، در قسمتهایی از قطعه که دو یا چند جریان مواد مذاب به یکدیگر میرسند، ممکن است محل تلاقی این جریانها بر روی سطح قطعه به صورت خطوطی نازک نمایان شوند. این خطوط، خط جوش نام دارند و نمایان شدن آنها از نظر کیفی مطلوب نیست. یکی از روشهای بهبود ظاهر این خطوط، نصب چاههای سرریز است که بهعنوان نوعی راه هوای قالب تزریق عمل میکنند و به تخلیه کامل هوای قالب کمک میکنند.
بهبود کارایی سیستم تخلیه هوای قالب
برای بهبود کارایی سیستم تخلیه هوای قالب لازم است تا نکات زیر را مد نظر قرار دهیم.
- در صورتی که قطعه حجم بالایی دارد یا با سرعت بالایی پر میشود، نیاز است تا تعداد مسیر های خروج هوا را افزایش داد.
- برای بهبود خروج هوا، میتوان تعداد راههای هوا را بیشتر کرد یا آنها را عریضتر ساخت.
- از افزایش عمق راههای هوا بیش از حد استاندارد اجتناب کنید، زیرا ممکن است باعث ایجاد پلیسه روی قطعه شود.
فناوریهای نوین در تخلیه هوای قالب تزریق پلاستیک
از فناوریهای نوین در تخلیهی هوای درون قالب میتوان به استفاده از سوپاپ هوای مخصوص اشاره کرد. شیر Air-Poppet یک نوع شیر تخلیه هوا در قالبهای تزریق پلاستیک است که برای جلوگیری از به دام افتادن هوا در حفرههای قالب استفاده میشود. این شیر که با فنر یا فشار هوای برگشتی کار میکند، به طور ویژه در قالبهای عمیق و قطعات پیچیده به کار میرود؛ جایی که احتمال گیر افتادن هوا بیشتر است.
نحوه عملکرد:
زمانی که پلاستیک مذاب وارد قالب میشود، باید هوای موجود در قالب به سرعت تخلیه شود. زمانی که پلاستیک به شیر نزدیک میشود، فشار باعث بسته شدن آن میشود تا از ورود پلاستیک به شیر جلوگیری کند. پس از اتمام تزریق و خنک شدن قطعه، شیر مجدداً باز شده و هوای باقیمانده را تخلیه میکند.


مزایای استفاده از سوپاپ هوا
- کیفیت بهتر سطح قطعه: این شیر به تخلیه کامل هوا کمک میکند و از بروز مشکلاتی مثل حباب، سوختگی و نقصهای سطحی جلوگیری میکند.
- کاهش فشار تزریق: با تخلیه سریع هوا، نیاز به فشار بالا برای پر کردن قالب کاهش مییابد.
- طولانیتر شدن عمر قالب: با جلوگیری از فشار اضافی، فرسایش و آسیب قالب کاهش یافته و در نتیجه عمر قالب افزایش پیدا میکند.

این فناوری به طور گسترده در تولید قطعات پیچیده و بزرگ پلاستیکی، مثل قطعات خودرو و لوازم الکترونیکی که نیاز به دقت و سطح صاف دارند، استفاده میشود. این شیر به خصوص برای قالبهایی که عمق زیادی دارند یا مسیرهای جریان طولانی دارند بسیار مناسب است و کمک میکند هوا به طور کامل از قالب خارج شود.
نتیجهگیری
با توجه به افزایش دقت تولید و سرعت بالای تزریق در قالبهای امروزی، طراحی سیستمهای راه هوای قالب تزریق بسیار حائز اهمیت است. این سیستمها باید متناسب با ویژگیهای قطعه و ساختار قالب طراحی شوند. همچنین نگهداری و تمیزکاری منظم شیارهای راه هوا، به جلوگیری از انسداد آنها کمک میکند و در نهایت به بهبود کیفیت قطعات و کاهش هزینههای تولید میانجامد. توجه به طراحی صحیح سیستم راه هوای قالب تزریق و نگهداری منظم آن، به تولید قطعات پلاستیکی با کیفیت بالا و بدون نقص کمک میکند. این مطلب بر اساس مقالات معتبر منتشر شده در این حوزه نوشته شده است.
شرکت اروند نگر ارشد تولید کننده انواع قطعات خودرو به روش تزریق پلاستیک است. حوزه اصلی فعالیت این شرکت صفر تا صد طراحی محصول، قالب سازی، تزریق پلاستیک و رنگ قطعات پلاستیکی است و محصولات تولیدی این شرکت در خط تولید خودروسازان برتر ایران مورد استفاده قرار میگیرد. جهت کسب اطلاعات بیشتر با ما تماس بگیرید.





بدون دیدگاه